
Полиоксиметилен(он же полиацеталь, или просто POM) — это инженерный термопластик с высокой жесткостью, механической прочностью и низким коэффициентом трения. Материал устойчив к ударам, износу и влаге, используется для замены металлов — шестерни, подшипники, детали конвейеров и так далее.
Вот только печать POM — штука довольно сложная. Всё дело в усадке из-за перепада температуры в камере. Так что принтер нужен обязательно закрытый, а лучше — с подогреваемой камерой. Усадка сильная, и большие детали печатать она скорее всего не даст. А главная причина — отрыв от стола.
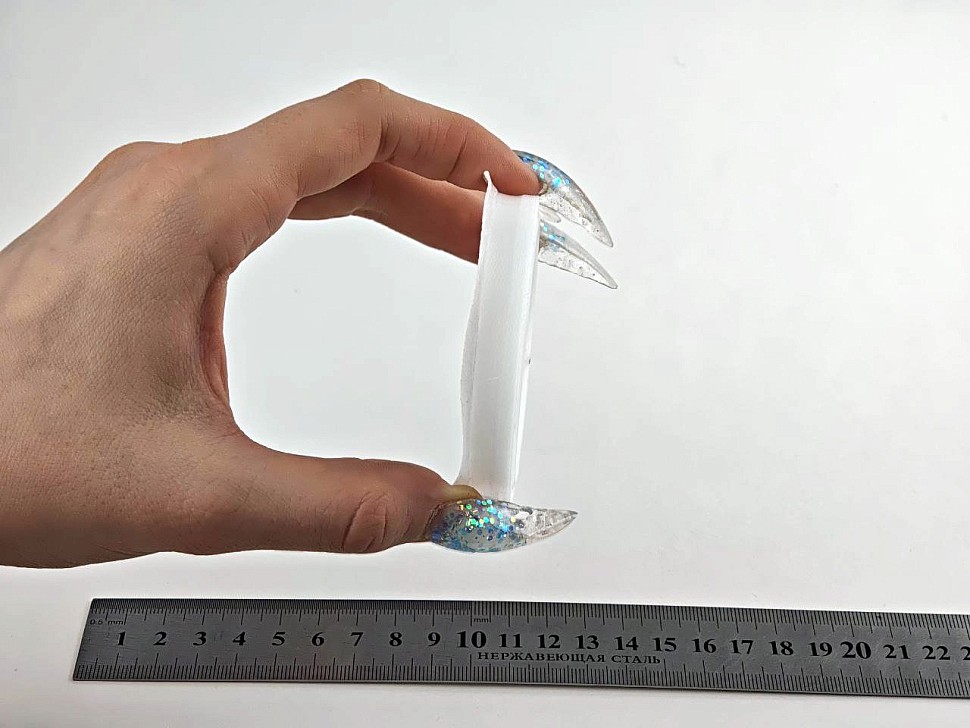
Вот такую деталь удалось напечатать из POM. Печатали вертикально, с каймой пошире, в закрытой, но не активной камере.

В закрытой и активной камере (65 градусов), с нанесением разных клеев прямо перед печатью — это в принципе позволило напечатать деталь диаметром 6.5 см. Но это, скажем прямо, мучения и боль.
И всё равно деталь выгнуло в нижней части, возле подогреваемого стола. Как видим, печать крупных деталей требует дополнительных усилий.
Ищем подложку
Теоретически мы знаем пластики, которые хорошо липнут к столу. Значит, будем печатать POM на пластик с хорошей адгезией. Но тут возникает проблема спекаемости разных материалов. И для таких экспериментов, конечно, лучше использовать двухэкструдерные принтеры.
В целом, после серии тестов мы пришли к выводу, что хорошая спекаемость у POM с Watson (SBS). Его мы и будем печатать в несколько слоев как подложку. А уже на хорошо прилипший к столу пластик пробуем класть POM.
Как видим, печатать таким способом уже можно. Но из-за того, что Watson — пластик эластичный, POM при усадке его деформирует, хотя держится при этом очень хорошо.
Успех с ABS
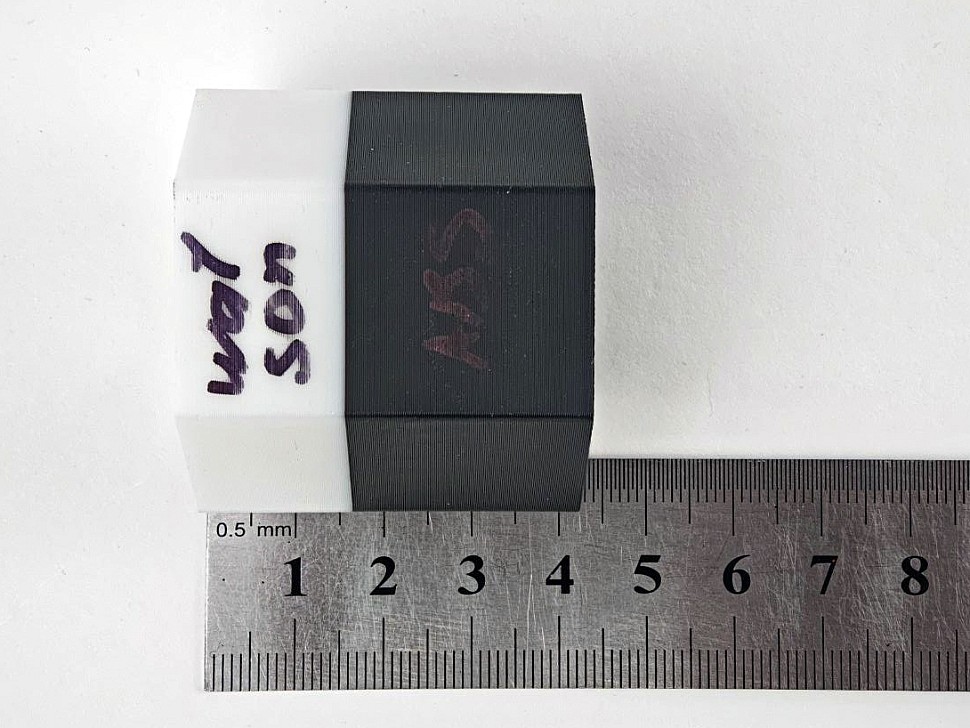
До этого мы уже экспериментировали с разными пластиками и знаем: Watson и ABS спекаются отлично (оба они из стирольной группы).
Следующим шагом пробуем связку ABS и POM, и этот эксперимент оказался самым успешным. У самого ABS усадка, конечно, есть, но она значительно меньше, чем у POM. Маленькие детали печатаются очень хорошо. Хотя у стола всё равно остаётся небольшая деформация.

ABS — серая подложка, POM — белый (цветовая дифференциация штанов)
Чтобы избежать перепадов температуры у стола, провели эксперименты с печатью в "стакане". Результат есть, но усадка всё равно остается, деталь немного выгнута. Зато этим способом удалось напечатать довольно качественно небольшую деталь.
Ну и конечно, захотелось попробовать напечатать действительно большую деталь. Пробуем круг диаметром 20 см. Да, частично получилось, но деталь оторвало именно от подложки ABS. Высота вышла 9 мм из 45 проектируемых. Результат, конечно, есть, но не тот, который хотелось бы.
Следующая попытка — слой ABS, слой Watson, и сверху печатаем POM. Как видим, такая композиция уже позволила напечатать деталь размером 20 см. Но всё равно осталась деформация у стола, и вдобавок деталь разорвало.


Характеристики печати
Эксперименты проводили на принтере Bambulab H2D, слайсили в Bambu studio.
ABS: Используем настройки generic ABS. Печатает хорошо, без танцев с бубном.
Watson (SBS): Температура сопла 285, без обдува, температура стола 100, камера 65 градусов.
POM: Температура сопла 230 градусов, камера 60-65 градусов, температура стола — варьировалась. Скорость печати как у PETG, но на 50% медленнее.

Вывод
В ходе экспериментов мы подтвердили, что печать функциональных деталей из POM вполне возможна, но требует индивидуального подхода.
Прямая печать на столе годится только для совсем мелких деталей (до 6-7 см) и требует подогреваемой камеры и идеальной адгезии. Но даже в этом случае геометрию гарантировать сложно — "мучения и боль" обеспечены.
Использование подложек — самый перспективный путь. POM отлично спекается с ABS и Watson (SBS).
Лучший результат для небольших и средних форм дала связка ABS (подложка) + POM. ABS лучше эластичного Watson компенсирует усадку POM и позволяет получать качественные детали без "танцев с бубном".
Для крупных деталей (от 10-15 см) проблема усадки остается открытой. Даже комбинированные подложки (ABS+Watson) не спасают от деформации — детали либо отрывает, либо рвет внутренними напряжениями.
Таким образом, для печати некрупных, но функциональных деталей из POM метод с ABS-подложкой можно считать рабочим. Для выхода на большие габариты нужны дальнейшие эксперименты и поиск других компенсационных стратегий.
0 комментариев